






Lini Produksi Blok AAC Otomatis Amulite






Deskripsi Singkat:
Rincian produk
Label Produk

Apa itu Blok AAC?
Konsep Blok AAC:Blok AAC Berbahan Dasar Bahan Bersilika (Pasir, Abu Terbang, Bahan Mengandung Silika Dll), Dan Bahan Berkapur (Kapur, Semen) Sebagai Bahan Baku Utama, Dicampur Dengan Bahan Pemandu Udara (Bubuk Aluminium) ,Setelah Proses Batching Bahan Baku, Pencampuran Bubur, Penuangan, Pra-Pengawetan, Pemotongan, Autoklaf, Proses Pengawetan Dan Pengemasan Untuk Menghasilkan Produk Jadi Blok AAC; Disebut Beton Aerasi Karena Mengandung Banyak Seragam Dan Pori-pori Kecil Setelahnya Itu diangin-anginkan.
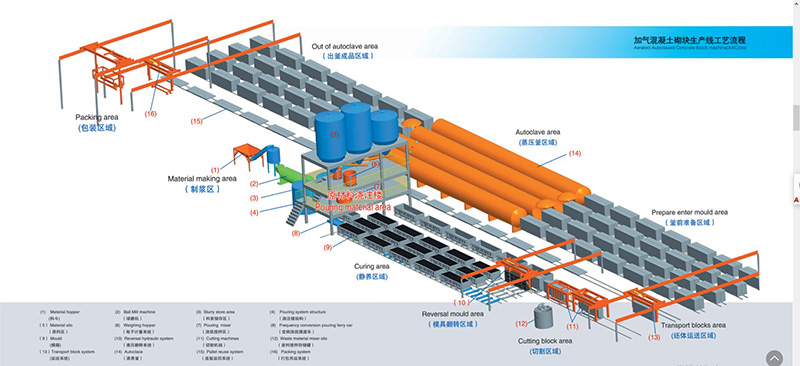
 Bagaimana Proses Menghasilkan Produk Blok AAC?
Bagaimana Proses Menghasilkan Produk Blok AAC?
1): Semua Pengukuran Bahan Baku Dan Bubur Campuran;
2): Bubur Masuk Ke Dalam Sistem Penuangan, Setelah Pencampuran Kemudian Dituang Ke Dalam Kotak Cetakan;
3): Di dalam Kotak Cetakan (Penguatan Panel), Setelah Suhu Tertentu dan Waktu Pra-Pengeringan;
4): Setelah Panel Basah Mencapai Kekerasan Tertentu, Kotak Cetakan Dan Panel Akan Diangkat Ke Mesin Pemotong Oleh Derek Perputaran, Dan Derek Perputaran Menyelesaikan Fungsi Berikut:
5) : A : Adalah Memutar Kotak Cetakan 90 Derajat Di Udara, (Satu Sisi Kotak Cetakan Menjadi Pelat Troli Penopang Badan Panel Basah Hingga Proses Autoklaf Selesai),
6):B : Adalah Untuk Mengangkat Ke Troli Atau Rangka Penopang Pemotongan Untuk Membuka Cetakan Sepenuhnya;C: Rangka Cetakan Yang Dilepas Dan Pelat Samping Autoklaf Kembali Dikombinasikan Kembali Untuk Membentuk Kotak Cetakan Setelah Dibersihkan, Semprotkan Minyak Dan Kembali Menuangkan;
7): Dan Badan Panel Basah Dipotong Dalam Enam Langkah Pada Mesin Pemotong: 1: Pertama Memotong Kedua Sisi Badan Panel Secara Vertikal; 2: Kemudian Memotong Secara Longitudinal Dan Horizontal;
8): Akhirnya Memotong Secara Horisontal Atau Memotong Pisau;
9):Badan Panel Potong Diangkat Dari Derek Produk Setengah Jadi Bersama Dengan Pelat Bawah Ke Troli Autoklaf;
10):Kemudian Dikelompokkan Ke Dalam Autoklaf Untuk Pengawetan Suhu Tinggi Dan Tekanan Tinggi;
11): Setelah Pengawetan Autoklaf dengan Baik, Troli Akan Dikeluarkan Dan Meninggalkan Autoklaf;
12): Produk Jadi Ditumpuk Atau Dimuat Di Truk Dengan Derek Hosting Produk Jadi, Dikemas Dengan Baik;
13): Pelat Samping Pengawetan Autoklaf Dikembalikan;
Tentang Pengenalan Bahan Baku Utama
Produksi Blok AAC Kaya Akan Bahan Baku, Terutama Penggunaan Fly Ash Sebagai Bahan Baku Yang Tidak Hanya Dapat Memanfaatkan Residu Limbah Industri Secara Komprehensif, Mengobati Pencemaran Lingkungan, Dan Tidak Merusak Lahan Pertanian, Tetapi Juga Menciptakan Manfaat Sosial Dan Ekonomi Yang Baik, Hal Ini Adalah Pengganti Yang Baik Untuk Batu Bata Tanah Liat Padat Tradisional. Produk Dinding Menjanjikan Yang Baik Telah Disambut Baik Oleh Pemerintah, Perusahaan Perumahan, Tim Konstruksi, Dan Pemerintah Telah Membuat Kebijakan Pajak, Dukungan Kebijakan Perlindungan Lingkungan, Kami Dapat Meramalkan Prospek Pengembangan Pasar Yang Luas;
1. Abu Terbang/Pasir Kuarsa
Fly Ash/Pasir Kuarsa Merupakan Bahan Baku Inti Utama Produk Blok AAC,Dan Merupakan Sumber Utama Komponen Silikon Dan Aluminium Pada Beton Aerasi;
2. Semen
Semen Merupakan Sumber Utama Kekuatan Blok AAC, Menyediakan Bahan Berkapur Utama Untuk Blok AAC, Semen Yang Cocok Untuk Produksi Blok AAC Harus Dipilih Terutama Dalam Hal Jenis Dan Kelas Semen; Dalam Produksi, Portland Biasa Kelas 52,5 Semen Sebaiknya Dipilih Terlebih Dahulu. Secara Umum, Untuk Mengurangi Biaya Produksi, Dapat Digunakan Juga Semen Portland Biasa Kelas 42,5;
3. Jeruk Nipis
Kapur Juga Menjadi Salah Satu Bahan Baku Utama Produksi Blok AAC. Fungsi Utamanya Bekerja Sama Dengan Semen Untuk Menghasilkan Kalsium Oksida Yang Efektif, Sehingga Dapat Berinteraksi Dengan SIO2 Dan Al203 Dalam Bahan Bersilika Dalam Kondisi Hidrotermal Untuk Menghasilkan Kalsium Silikon Hidrat AsamOleh karena itu, Kapur Merupakan Salah Satu Sumber Kekuatan Utama Blok AAC. Kandungan Kalsium Oksida Efektif Kapur yang Digunakan Untuk Menghasilkan Blok AAC Harus Lebih Tinggi Dari 65%, Lebih Baik Lebih Tinggi Dari 80%.
4. Gipsum
Gypsum Merupakan Pengatur Proses Evolusi Udara Dalam Produksi Blok AAC.Efek Pengaturan Gypsum Terutama Tercermin Dalam Keterlambatan Pencernaan Kapur dan Kecepatan Pengentalan Bubur.Komponen Kimia Utama Gypsum Adalah CASO4;Ada Tiga Jenis Gypsum Pada Pasar Gypsum Mentah,Anhidrit Dan Plester Paris.Selain Itu Limbah Gypsum Juga Dihasilkan Dalam Proses Produksi Kimia.Seperti Phosphogypsum Dari Produksi Pupuk Fosfat,Fluorogypsum Dari Produksi Bahan Kimia Fluor, Dan Gypsum Dari Produksi Titanium Dioksida. Gipsum Ini Berbiaya Rendah Dan Dapat Menggantikan Gipsum Alami Dan Mengurangi Biaya Produksi;
5. Agen Pembangkit Udara
Blok AAC Harus Memiliki Agen Penghasil Udara Untuk Membuat Pori-pori Di Blok Untuk Membentuk Struktur Berpori Ringan;
6. Penstabil Busa
Setelah Agen Penghasil Udara Bergas, Karena Bentuk Dinding Yang Tipis, Busa Mudah Pecah Dan Hancur Di Bawah Gangguan Berbagai Kondisi, Yang Mempengaruhi Kualitas Beton. Oleh karena itu, Perlu Ditambahkan Penstabil Busa Pada Bubur.
Proses produksi
1): Penyimpanan Dan Penyediaan Bahan Baku Untuk Blok AAC
Bahan Baku Diangkut Ke Pabrik Dengan Mobil, Dan Terbang (Pasir, Serbuk Batu) Dikonsentrasikan Di Halaman Bahan Baku, Dan Bila Digunakan, Disampaikan Ke Hopper. Semen Kantong Atau Semen Curah Disimpan Di Gudang Semen. Kapan Dalam Penggunaannya, Itu Dimuat Dan Diangkut Ke Hopper. Bahan Kimia, Bubuk Aluminium Dll Ditempatkan Di Penyimpanan Bahan Kimia Dan Penyimpanan Bubuk Aluminium, Masing-masing, Dan Disampaikan Ke Bengkel Produksi Saat Digunakan.
2) ![]() pemrosesan Bahan Baku Untuk Blok AAC
pemrosesan Bahan Baku Untuk Blok AAC
Fly Ash (Atau Pasir, Serbuk Batu) Dikirim Ke Ball Mill Melalui Pengumpan Bergetar Elektromagnetik Dan Konveyor Sabuk, Dan Fly Ash Tanah (Atau Pasir, Serbuk Batu) Dikirim Ke Tangki Bubur Untuk Disimpan Oleh Pompa Fly Ash.
Kapur Dikirim Ke Jaw Crusher Oleh Pengumpan Bergetar Elektromagnetik Dan Konveyor Sabuk Untuk Penghancuran. Kapur Yang Dihancurkan Disalurkan Ke Tangki Penyimpanan Kapur Oleh Bucket Elevator, Dan Kemudian Dikirim Ke Ball Mill Oleh Konveyor Sekrup. Konveyor Sekrup Dan Lift Ember Diumpankan Ke Tangki Batching Serbuk. Setelah Bahan Kimia Diukur Secara Manual Dalam Proporsi Tertentu, Larutan Dengan Konsentrasi Tertentu Dibuat Dan Dikirim Ke Tangki Penyimpanan Untuk Disimpan.
Serbuk Aluminium Diangkut Dari Gudang Serbuk Aluminium Ke Bengkel Produksi, Dan Diangkat Ke Lantai Dua Gedung Batching Dengan Kerekan Listrik. Tuang Ke Dalam Mixer Untuk Menambahkan Air Secara Kuantitatif, Dan Aduk Ke Dalam Suspensi Serbuk Aluminium.
3): Pencampuran Bubur, Dan Penuangan Blok AAC;
Kapur Dan Semen Secara Berurutan Dikirim Ke Timbangan Otomatis Oleh Konveyor Sekrup Di Bawah Tangki Batching Serbuk Untuk Pengukuran Kumulatif. Ada Konveyor Sekrup Di Bawah Timbangan Untuk Menambahkan Bahan Secara Merata Ke Dalam Mixer Penuangan.
Fly Ash (Atau Pasir, Serbuk Batu) Dan Bubur Limbah Dimasukkan Ke Dalam Silinder Pengukur Untuk Pengukuran. Setelah Berbagai Bahan Diukur, Cetakan Sudah Di Tempatnya, Dan Bubur Dapat Diaduk. Bubur Harus Memenuhi Persyaratan Proses (Sekitar 45 ℃) Sebelum Penuangan.Jika Suhu Tidak Cukup, Pemanasan Autoklaf Dapat Dilakukan Di Tangki Pengukur Bubur, Dan Suspensi Serbuk Aluminium Dapat Ditambahkan 0,5-1 Menit Sebelum Bahan Dituang;
4): Pra-Pengawetan dan Pemotongan Blok AAC
Setelah Dituang, Kotak Cetakan Didorong Ke Ruang Pengawetan Awal Dengan Rantai Konveyor Untuk Gasifikasi Dan Pengaturan Awal. Suhu Ruangan 50 ~ 70 ℃, Dan Waktu Pengawetan Awal Adalah 1,5-2 Jam (Menurut Kondisi Geografis Yang Menguntungkan, Ini Proses Dapat Dihilangkan).Gunakan Hoist Tekanan Negatif Untuk Mengangkat Rangka Cetakan Dan Badan Balok Basah Ke Atas Meja Pemotong Dimana Pelat Bawah Troli Autoklaf Ditempatkan Terlebih Dahulu.Lepaskan Rangka Cetakan.Mesin Pemotong Potong Silang , Memotong Membujur, Dan Menggiling Blok Basah.Rangka Cetakan Diangkat Kembali Ke Truk Cetakan Untuk Dibersihkan Dan Dihilangkan, Lalu Diangkat Ke Truk Cetakan Untuk Pengecoran Berikutnya. Badan Blok Yang Dipotong Dan Pelat Bawah Autoklaf Diangkat Di Troli Autoklaf Dengan Derek Dan Diletakkan Di Atasnya Dua Lantai Ada Empat Penopang Antar Lantai, Dan Beberapa Troli Autoklaf Dikelompokkan Bersama.
Bahan Limbah Di Tepi Dan Sudut Badan Blok Basah Yang Dihasilkan Selama Pemotongan Dikirim Ke Agitator Bubur Limbah Di Sebelah Mesin Pemotong Dengan Konveyor Sekrup, Dan Air Ditambahkan Untuk Membuat Bubur Limbah Untuk Digunakan Dalam Batching.
5): Blok AAC yang Diautoklaf Dan Produk Jadi.
Setelah Body Dirakit Pada Garis Parkir Depan Autoclave,Buka Pintu Autoclave Yang Keluar Dari Autoclave,Tarik Terlebih Dahulu Troli Autoclave Yang Sudah Selesai Di Dalam Autoclave Dengan Hoist,Kemudian Tarik Troli Autoclave Yang Akan Diautoklaf Ke Dalam Autoklaf Dengan Kerekan Autoklaf Dipertahankan.Produk Jadi Pada Troli Autoklaf Diangkat Ke Gudang Produk Jadi Dengan Bridge Crane,Dan Kemudian Diangkut Ke Halaman Produk Jadi Dengan Truk Forklift.Troli Autoklaf Kosong Dan Bagian Bawah Pelat Proses Autoklaf Diangkat Kembali Ke Jalur Pengembalian Kereta, Dan Penumpuk Ditarik Kembali Dengan Kerekan Setelah Dibersihkan. Lanjutkan Ke Siklus Berikutnya.
Pertunjukan Peralatan Produksi
1): Bagian Penggilingan Bahan Dan Pembuatan Bubur
| Proses Tradisional Pengendalian Kepadatan Bubur Tidak Ketat.Kepadatan Protoplasma Seringkali Melalui Pengukuran Buatan.Kesalahannya Lebih Besar.Kepadatan Dasar Plasma Yang Bersirkulasi Digunakan Untuk Mengontrol Berdasarkan Pengalaman.Jadi Dalam Produksi Produk Volume Rendah Berkualitas Tinggi .Tingkat Berkualitas Dan Kualitas Produk Tidak Ideal.Kepadatan Amulite Menggunakan Metode Pengukuran Pipa Terbaru Memiliki Keunggulan Sebagai Berikut1. Bubur Disirkulasikan Antara Tangki Dan Densimeter, Data Kepadatan Bubur Diukur Dengan Pipa Kepadatan Dalam Kapur Nyata Dan Umpan Balik Ke Ruang Kontrol Pusat. Untuk Menyesuaikan Rasio Air Dari Pengolahan Bubur Ball Mill Dan Pengisian Tangki Lumpur. Tujuan Koreksi Terus Menerus Kepadatan Real-Time Tercapai:2. Pipa Kepadatan Harus Mengukur Konsentrasi Semua Bubur. Mengukur Akurasi Tanpa Kesalahan. Dan Kemudian Siram Seluruh Pipa Setelah Pergeseran Untuk Memastikan Akurasi Pengukuran Berikutnya. |  | |||
 | ||||
| Mesin Pembuat Bubur Fly Ash | Mixer Penyimpanan Bubur | Skala Bahan | Sistem Penuangan | |
| 2): Bagian Perputaran Dan Pemotongan | ||||
 Fitur Utama Mesin Pemotong Amulite1): Terstruktur Sederhana, Nyaman Untuk Menginstal Dan Memelihara;2): Dipasang Di Tanah, Didorong Oleh Peredam Planet-Gear, Saat Melakukan Pemotongan Vertikal, Mesin Pemotong Melakukan Pemotongan Eksentrik Dan Berayun Yang Meningkatkan Efisiensi Pemotongan. Membuatnya Lebih Nyaman Untuk Mengubah Ukuran Pemotongan. Fitur Utama Mesin Pemotong Amulite1): Terstruktur Sederhana, Nyaman Untuk Menginstal Dan Memelihara;2): Dipasang Di Tanah, Didorong Oleh Peredam Planet-Gear, Saat Melakukan Pemotongan Vertikal, Mesin Pemotong Melakukan Pemotongan Eksentrik Dan Berayun Yang Meningkatkan Efisiensi Pemotongan. Membuatnya Lebih Nyaman Untuk Mengubah Ukuran Pemotongan. 3): Menyerap Teknologi Jerman, Menambahkan Aspirator Vakum, Mesin Pemotong Ini Dapat Membuang Bahan Limbah Di Atas Dengan Mudah Tanpa Menghancurkan Bagian Mana Pun Dari Blok Jadi Dan Menjamin Tingkat Kelulusan Produk; 4): Dengan Pemotongan 6 Sisi Pada Seluruh Blok, Tingkat Kelulusan Produk Meningkat Karena Kualitas Produk Jadi Tidak Akan Terpengaruh Oleh Perubahan Cetakan Lagi. 5): Kekasaran Tinggi Permukaan Blok Jadi Menguntungkan Untuk Operasi Dan Konstruksi Bangunan. 6): Mengadopsi Teknologi Kontrol Numerik Pemosisian, Mesin Ini Mengurangi Guncangan Dalam Proses Pembubutan, Pemindahan, Pemotongan Dan Pengangkutan. Selain itu, Dapat Diupgrade Ke Sistem Kontrol PLC Atas Permintaan Klien Sehingga Dapat Meningkatkan Tingkat Kelulusan Produk. | ||||
 | ||||
| Derek Perputaran Konversi Frekuensi Hidraulik | Mesin Pemotong Horisontal | |||
| 1): Derek Perputaran Konversi Frekuensi Hidraulik Mengubah Kotak Cetakan Dengan Blok Dalam Perputaran 90 Derajat, Letakkan Pada Troli Penyeret Blok Konversi Frekuensi Dan Proses Pekerjaan Demold;2): Frekuensi Konversi Blok Penyeret Troli Menyeret Blok Ke Mesin Pemotong Untuk Dipotong. Derek Perputaran Mengatur Ulang, Membersihkan Dan Memoles Kotak Cetakan Dan Palet Untuk Mempersiapkannya Untuk Digunakan Kembali. | Turnover Crane Mengubah Cetakan 90 Derajat, Mencetak Dan Menempatkan Seluruh Blok Dan Pelat Bawah Ke Troli Penyeret Blok. Troli Penyeret Blok Akan Membawa Seluruh Blok Ke Mesin Pemotong, Dan Menyelesaikan Pemotongan Horisontal, Mengupas Seluruh Blok Dengan Dua Sisi, Dan Memisahkan Bahan Terbuang. | |||
   | ||||
| 3): Derek Perputaran Untuk Menghilangkan Bahan Limbah Bawah | ||||||||||
 | Perangkat Ini Dikembangkan Sendiri Oleh Amulite Group Untuk Membantu Pelanggan Kami Menyelesaikan Masalah Limbah Bahan Dasar Secara Sepenuhnya.Perangkat Ini Termasuk Platform Perputaran Dan Derek, Dapat Menghilangkan Bahan Limbah Atas Dan Bawah. Derek Ini Juga Dapat Sebagai Derek Pengangkut Semi Produk. | |||||||||
| Derek Pengangkut Sebelum Autoklaf | Pelat dasar | Troli Autoklaf | ||||||||
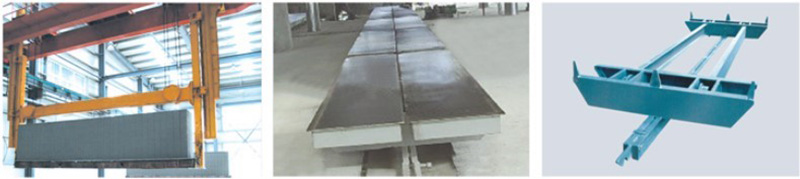 | ||||||||||
| Setelah Pemotongan, Derek Pengangkut Membawa Blok Ke Troli Autoklaf Untuk Masuk Autoklaf. Perangkat Ini Memiliki Struktur Sederhana, Pengoperasian Yang Stabil, Kualitas Baik Dan Mudah Perawatannya. | Pelat Dasar Yang Didesain Oleh Grup Amulite Juga Bisa Menjadi Pelat Samping, Tidak Perlu Diganti Sampai Keluar Dari Autoklaf. Dibuat Dari Baja Mangan Dan Tidak Pernah Deformasi Di Bawah Suhu Dan Tekanan Tinggi. | Ini Terdiri Dari Baja Profil Berkualitas Baik Dan Memiliki Struktur Sederhana. Terjebak Dan Distorsi Tidak Akan Terjadi Di Lingkungan Curing Autocalve Suhu Tinggi Dan Tekanan Tinggi Dalam Autocalve. Derek Meletakkan Blok Basah Pada Troli Curing Autocalve Dan Ke Dalam Autoclave Untuk Menjadi Autoclave Dilestarikan Sampai Menghapus Blok Jadi; | ||||||||
| 4): Peralatan Penanganan Produk Jadi | ||||||||||
 | Biasanya Blok dan Pelat yang Diautoklaf Kadang-kadang Akan Memiliki Adhesi. Mesin Pemisah Adalah Untuk Menyelesaikan Pisahkan Blok Adhesi Tanpa Kerusakan Pada Blok, Yang Mengintegrasikan Fungsi Mesin Pemisah Tradisional Dan Pengangkut Produk Jadi. Setiap Tangan Pemisah Dikendalikan Secara Independen, Memecahkan Masalah Pemisahan Blok Dan Panel Pada Cetakan Yang Sama; Peralatan Mewujudkan Pemrosesan Yang Efisien Dan Lembut, Menurunkan Biaya Keseluruhan Dan Memastikan Tingkat Kualitas Pada Saat Yang Sama. | |||||||||
| Jalur Pengiriman dan Paket | ||||||||||
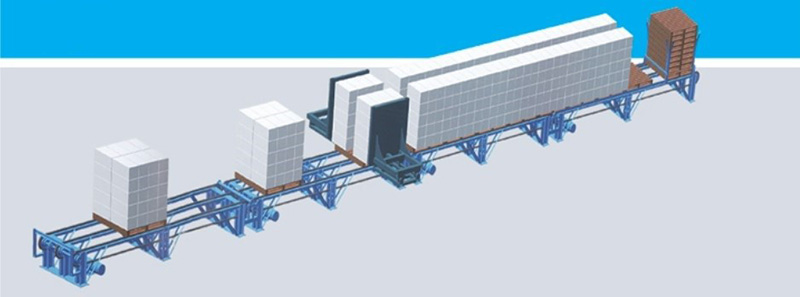 | ||||||||||
| Lini Sistem Ini Mencakup Jalur Pengiriman Dan Pengepakan Untuk Palet Kayu Yang Terutama Dirancang Untuk Blok AAC Jadi. Seluruh Produk Cetakan Akan Dipindahkan Ke Palet Kayu Sekaligus Melalui Alat Penjepit Untuk Produk Jadi Untuk Penyampaian Lebih Lanjut, Distribusi Dan Pengepakan Baris Ini.Mesin Ini Memiliki Karakteristik Seperti Distribusi Otomatis Dengan Kontrol Komputer, Penentuan Posisi Yang Tepat Selama Pengiriman Dan Pemisahan Otomatis Palet Kayu Yang Dimuat Dalam Hal Ini Nyaman Untuk Pengepakan Dan Pengiriman. | ||||||||||
| 5): Lebih Banyak Pertunjukan Mesin | ||||||||||
 Penjepit Produk Jadi Penjepit Produk Jadi |  Penjepit Putar Penjepit Putar | |||||||||
 | ||||||||||
| Derek Khusus Untuk Panel | Mesin Steker | Buka Mesin Slot | ||||||||
 | ||||||||||
| Pabrik Bola | penghancur rahang | Autoklaf | Ketel | |||||||
 | ||||||||||