Lini Produksi Panel Eksterior Komposit Logam Timbul

Deskripsi Singkat:
Lini Produksi Panel Eksterior Komposit Logam Timbul adalah produksi bahan bangunan ringan ramah lingkungan tipe baru yang saat ini populer di dunia.dan panel dinding dekoratif berbahan dasar busa poliuretan.Ini dapat menghasilkan panel dinding dekoratif isolasi termal tahan api dengan pelat baja di permukaan.poliuretan di tengahnya.dan aluminium foil atau pelat baja di bagian bawah.
Rincian produk
Label Produk
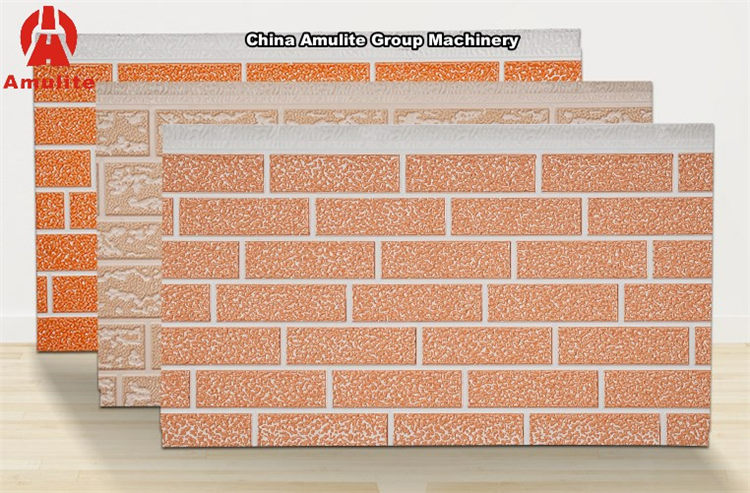
1. Pengenalan Panel Dinding
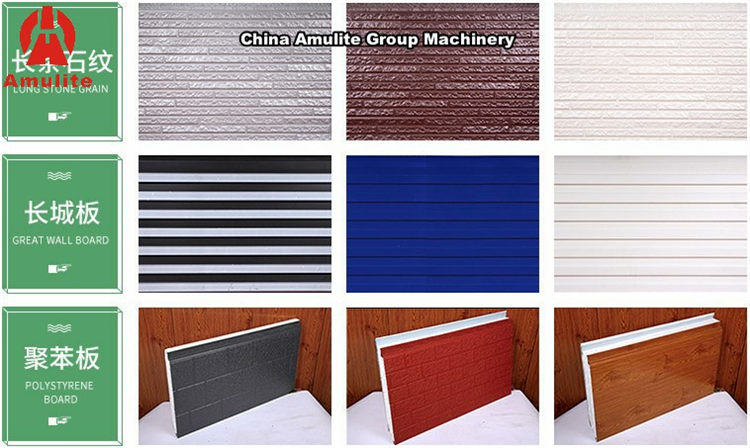
Lini Produksi Panel Eksterior Komposit Logam Timbul adalah produksi bahan bangunan ringan ramah lingkungan tipe baru yang saat ini populer di dunia.dan panel dinding dekoratif berbahan dasar busa poliuretan.Ini dapat menghasilkan panel dinding dekoratif isolasi termal tahan api dengan pelat baja di permukaan.poliuretan di tengahnya.dan aluminium foil atau pelat baja di bagian bawah. Area aplikasi utama produk: renovasi bangunan tua.apartemen vila kelas atas.vila.hotel.struktur baja ringan.rumah mobil.rumah pertanian.pusat perbelanjaan besar.dinding interior dan eksterior pabrik.dll.

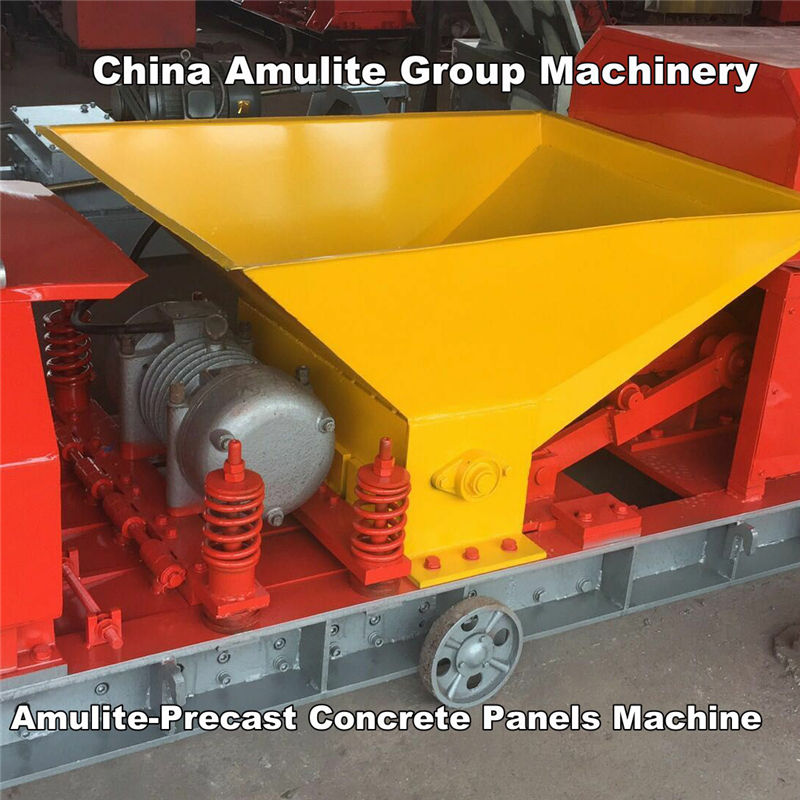
2. Komposisi Peralatan
Lini Produksi Panel Eksterior Komposit Logam Timbul Unwinder Utama→ Mesin Emboss→ Mesin Leveling→ Mesin Pembentuk Samping→ Platform Pemanas→ Injeksi Mesin Busa AB→ Mesin Laminating Pelat Rantai Aluminium→ Pemotongan Papan Gergaji→ Pewarnaan→ Pengepakan Dll.
3. Lini Produksi Panel Eksterior Komposit Logam Timbul Parameter Teknis Utama
Spesifikasi Panel Dinding:A.380×16mm B.(380-500)×(30-40)mm
Kecepatan Produksi:4-10m/mnt
Panjang Crawler Ganda Paduan Aluminium:18-24m
Total Kekuatan Peralatan:Sekitar 60Kw
Kapasitas Lini Produksi: Sekitar 1.000.000Sq.m.

4. Lini Produksi Panel Eksterior Komposit Logam Timbul Pengenalan Struktur Dan Fungsi Unit
Ⅰ.Bersantai
Fungsi:Digunakan Untuk Melepas Dan Mengembos Kumparan Baja
Tipe Struktur: Rangka Pengelasan Baja Bagian.Perpindahan Lateral Diwujudkan Oleh Silinder Hidraulik.Mencegah Penyimpangan Material Coil.Unwinding Mengadopsi Tipe Pasif.Memiliki Rem Pneumatik Untuk Kontrol Ketegangan.

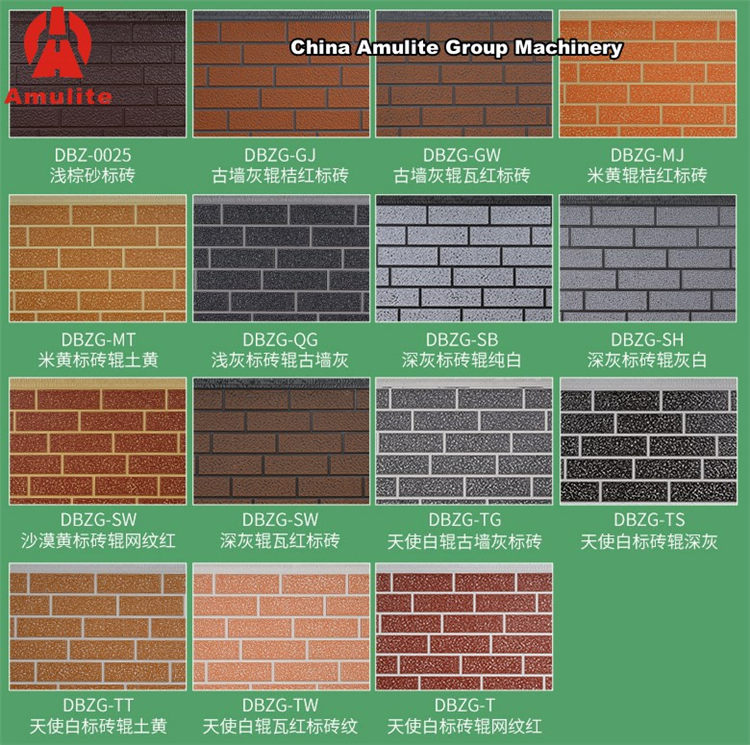
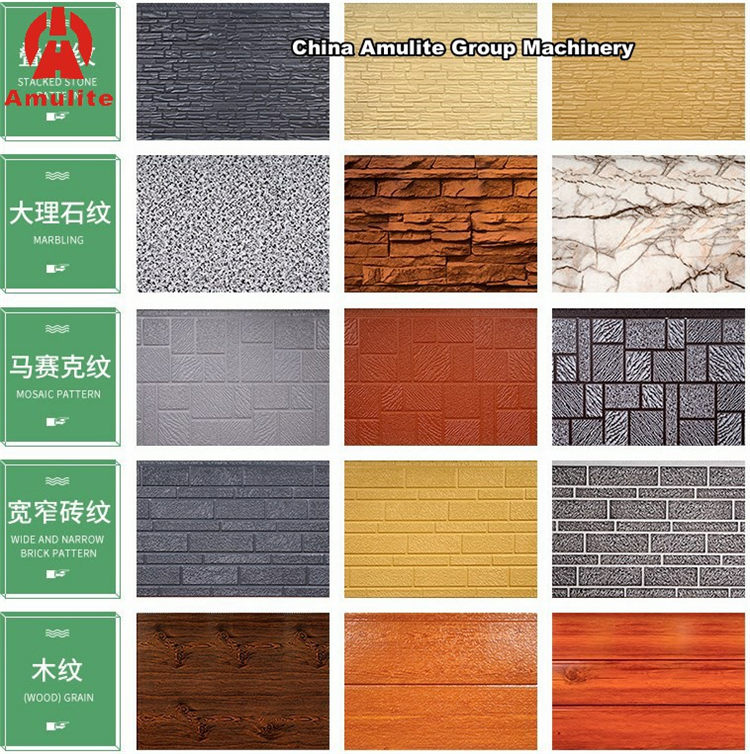
Ⅱ.Mesin Pengembos
Fungsi:Menurut Berbagai Pola Panel Dinding.Dua Rol Logam Timbul Berlawanan Digunakan Untuk Menekan Pola Baja Warna Yang Berbeda.
Ⅲ.Mesin Berbusa:
Mesin Busa Kontinu Tekanan Rendah Tipe BLC(R) Atau Mesin Busa Tekanan Tinggi PH(R/F).Gunakan 1 Tangki Resin (A).1个Tangki Bahan Pengawet (B);Dua Unit Pompa Pengukur Digerakkan Oleh Motor Frekuensi Variabel Independen.Aliran Keluaran Pompa Metering Dikendalikan Dengan Mengubah Kecepatan Pompa Metering。Akhirnya.Komponen-komponen tersebut dicampur sesuai dengan rasio yang diperlukan dan disemprotkan secara merata di antara pelat baja bawah atau substrat lainnya.

Ⅳ.Mesin Pembentuk
Fungsi:Bentuk Baja Warna Timbul Diolah Dengan Flanging Multi Roda.
Ⅴ.mesin laminator
Fungsi:Lengkapi Busa Online Dan Pembentukan Poliuretan;Unit Pelat Rantai Terdiri Dari Motor Penggerak.Roda Rantai.Pelat Rantai Paduan Aluminium.Poros Pin Dan Bantalan Bergulir.Menggunakan Metode Pemanasan Tabung Pemanas Listrik;Dapat Dengan Cepat Memanaskan Mesin Sabuk Ganda Ke Suhu Yang Diperlukan Untuk Produksi。Ketika Suhu Mencapai Nilai Preset.Pemanas Listrik Dapat Dinyalakan Atau Dimatikan Sesuai Dengan Situasi Sebenarnya.
Ⅵ.Mesin Gergaji Panjang Tetap
Fungsi:Melihat Papan Yang Dibentuk Sesuai Ukuran Yang Ditetapkan.
Fungsi:Basis.Badan Pesawat Dan Rangka Bergerak Atas Mengadopsi Bagian Baja Dan Struktur Pengelasan Pelat.Terhubung Dengan Rel Panduan Linier.Permukaan Pemasangan Rel Pemandu Telah Selesai.Pastikan Akurasi Pemasangan ; Motor Gergaji Dipasang Pada Rangka Bergerak Atas.Rangka Bergerak Digerakkan Oleh Motor Beroda.Gerakan Lateral ; Perangkat Penjepit Dipasang Pada Tubuh.Terdiri Dari Silinder Udara Dan Blok Penekan;Perangkat Reset Terdiri Dari Silinder Dan Perangkat Penyangga;Ketika Pelat Mencapai Panjang Yang Ditetapkan.Silinder Penjepit Mendorong Blok Penjepit ke Bawah.Dan Silinder Reset Mendorong Tubuh Untuk Bergerak Dengan Pelat;Pada saat yang sama.Motor Gergaji Dimulai.Dan Motor Reduksi Menggerakkan Rangka Bergerak Atas Untuk Bergerak Secara Horizontal.Sehingga Mewujudkan Pemotongan Pelat yang Melintang;Setelah Pemotongan Selesai.Perangkat Penjepit Diangkat.Dan Silinder Reset Mendorong Tubuh Untuk Kembali Ke Titik Asal Untuk Reset.
5. Lini Produksi Panel Eksterior Komposit Logam Timbul Kontrol Otomatis
Sistem Kontrol Otomatis Dibagi Menjadi Empat Bagian: Kontrol Area Unwinding Dan Embossing.Pengendalian Area Pembentukan Dan Laminasi.Kontrol Area Berbusa Dan Kontrol Area Penggergajian.Total Daya Sekitar 60KW ; Platform Pemanas Sekitar 30KW.Seluruh Sistem Kontrol Terdiri Dari Pengontrol yang Dapat Diprogram.Sakelar Tes.Driver Delta Inverter Dan Komponen Lainnya.Melalui Input Parameter Layar Sentuh Dan Operasi Kerjasama Tombol.Sadarilah Produksi Otomatis Dari Lini Produksi.Kinerjanya Handal Dan Stabil.Dan Pengoperasiannya Sederhana Dan Mudah.